تطور مكابس التخريم البرجية CNC: إحداث ثورة في الدقة والكفاءة
وصف المنتجات
يقدم:
في التصنيع الصناعي، الكفاءة والدقة هما مفتاح النجاح.على مر السنين، لعبت التطورات التكنولوجية دورا رئيسيا في تحويل التصنيع.أحد هذه الابتكارات هوماكينة CNC للخرامة البرجية(NCTPP)، والتي أحدثت تحولًا في عملية تصنيع الصفائح المعدنية.وبفضل قدرته على تبسيط عمليات الإنتاج مع ضمان أعلى مستويات الدقة، أصبح NCTPP جزءًا لا يتجزأ من الصناعات المختلفة.في هذه المدونة، سنتعمق في تطور NCTPP ونستكشف تأثيره على التصنيع الحديث.
ظهور آلة الضغط البرجية CNC:
يمكن إرجاع مفهوم التحكم العددي (NC) في التصنيع إلى منتصف القرن العشرين.تم استبدال التشغيل اليدوي للآلات تدريجيًا بالتشغيل الآلي الذي يتم التحكم فيه بواسطة الكمبيوتر، مما يسمح بمزيد من الدقة والتكرار.كانت مكابس التثقيب البرجية، المستخدمة في إحداث ثقوب في الصفائح المعدنية، من بين الآلات الأولى التي استخدمت تقنية CNC.كان هذا بمثابة ولادة آلة الضغط البرجية CNC.
مواصفات المنتجات
| نموذج و إعدادات | |||
| نموذج | WSD30422AI | NC2510NT | دبليو إس دي-S2030NT |
| نظام CNC | فانوك أوي-PF | فانوك أوي-PF | تريو، المملكة المتحدة |
| السكتة الدماغية (مم) | 37 | 37 | 32 |
| دقة تحديد المواقع (مم) | ±0.05 | ±0.05 | ±0.05 |
| دقة إعادة التموضع (مم) | ±0.03 | ±0.03 | ±0.03 |
| شوط المحور السيني (مم) | 2500 | 2500 | 2500 |
| شوط المحور Y (مم | 1250/1500/2000 | 1250/1500/2000 | 1250/1500/2000 |
| حجم ورقة المعالجة (موضع واحد) (مم) | 2500*1250/1500/2000 | 2500*1250/1500/2000 | 2500*1250/1500/2000 |
| الأعلى.سمك المعالجة (مم) | 3.2 | 3.2 | 3.2 |
| الوزن الأقصى للورقة (كجم) | 150 | 150 | 150 |
| السرعة القصوى للمحور X (mmmin) | 120 | 120 | 120 |
| السرعة القصوى للمحور Y (mmmin) | 80 | 80 | 80 |
| ضرب الحد الأقصى بسرعة 25 مم وشوط 4 مم (hpm | س:360 ص:360 | س:360ص:360 | س:400ص:350 |
| سرعة ختم السكتة الدماغية 5 مم خطوة 4 مم (hpm) | 500 | 500 | 500 |
| الحد الأقصى لتردد التثقيب (CPM) | 920 | 920 | 1900 |
| الحد الأقصى لقطر التثقيب (مم) | 88.9 | 88.9 | 88.9 |
| محطة العمل | 42 | 30 | 30 |
| المشبك | 3 | 3 | 3 |
| عدد المحاور التي يمكن التحكم فيها | 5 | 5 | 5 |
| تتطلب الطاقة | 3 فاز 380 فولت 50 هرتز 46 كيلو فولت أمبير | 3 مراحل 380V50HZ46KVA | 3 فاز 380 فولت 50 هرتز 46 كيلو فولت أمبير |
| البعد الكلي (الطول * العرض * الارتفاع) مم | 45405200*2160 | 4540*5200*2000 | 6440*5200*2200 |
| وزن الماكينة (طن) | 16 | 14 | 17 |
إطلاق العنان للدقة والتنوع:
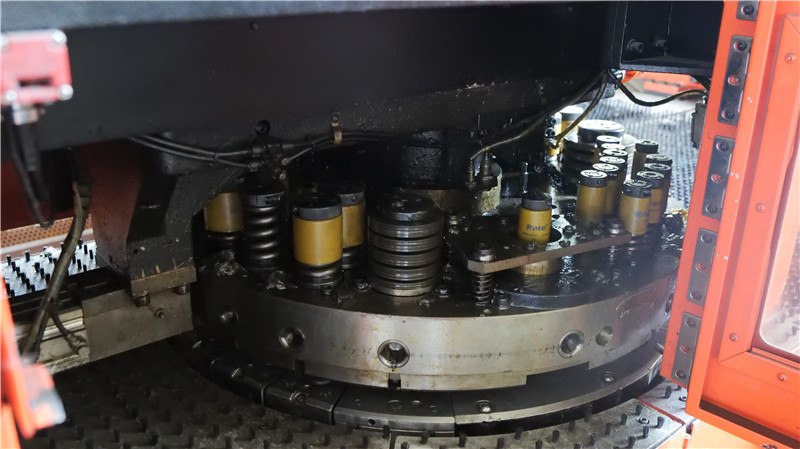
مع التكامل مع التحكم بالكمبيوتر،مكبس لكمة البرج ذو التحكم العددي يصبح دقيقًا وفعالًا للغاية.تسمح البرامج المتطورة للمشغلين بإنشاء تصميمات وأنماط معقدة، والتي يتم تنفيذها بعد ذلك بسرعة ودون أخطاء بواسطة الآلات.تتيح القدرة على التعامل مع الأدوات القابلة للبرمجة داخل عمود دوران البرج مجموعة متنوعة من العمليات، بما في ذلك الحفر والتشكيل والتنصت وحتى القطع بالليزر.هذا التنوع يلغي الحاجة إلى آلات إضافية، مما يقلل من التكاليف ووقت الإنتاج.
تحسين الإنتاجية وفعالية التكلفة:
وقد أدى ظهور NCTPP إلى تحسين إنتاجية التصنيع بشكل كبير.من خلال تقليل العمل اليدوي، يمكن لهذه الآلات أن تعمل بشكل مستمر، مما يقلل من وقت التوقف عن العمل ويزيد الإنتاج إلى الحد الأقصى.بالإضافة إلى ذلك، تعمل الأتمتة التي يوفرها NCTPP على التخلص من الأخطاء والهدر، مما يسمح بإنتاج فعال من حيث التكلفة.يمكن الآن إكمال المهام التي كانت تتطلب ساعات من العمل اليدوي في دقائق معدودة، بمزيد من الدقة والاتساق.
التكامل السلس لأنظمة CAD/CAM:
أدى تكامل أنظمة التصميم بمساعدة الكمبيوتر (CAD) وأنظمة التصنيع بمساعدة الكمبيوتر (CAM) مع NCTPP إلى إحداث تحول أكبر في عملية تصنيع الصفائح المعدنية.يساعد برنامج CAD في إنشاء تصميمات معقدة، والتي يمكن بعد ذلك استيرادها بسلاسة إلى برنامج CAM لإنشاء مسارات الأدوات.تقوم هذه المسارات، عند إدخالها إلى NCTPP، بتوجيه الآلات لإجراء عمليات دقيقة دون تدخل بشري، مما يضمن الاتساق والدقة.
التقدم في الأتمتة:
ومع استمرار نمو احتياجات التصنيع، فإن نمو NCTPP لا يتوقف.أحدث إدخال الأذرع الآلية وأنظمة تغذية الورق الأوتوماتيكية ثورة في كفاءة وإنتاجية هذه الآلات.يمكن للروبوتات تحميل وتفريغ اللوحات بسهولة، مما يقلل من العمالة ويزيد من سرعة الإنتاج.وقد أدت هذه التطورات في مجال الأتمتة إلى تحويل NCTPP إلى نظام تصنيع مستقل وفعال.
ختاماً:
مما لا شك فيه أن تطور مكابس التخريم البرجية CNC قد أعاد تشكيل عملية التصنيع.إن تكامل التحكم بالكمبيوتر والدقة والتنوع والأتمتة يأخذ عملية تصنيع الصفائح المعدنية إلى آفاق جديدة.يمكن للمصنعين الآن تلبية الطلب المتزايد بكفاءة مع الحفاظ على مستويات عالية من الدقة والاتساق.مع استمرار تقدم التكنولوجيا، من المثير أن نتخيل التحسينات المستقبلية التي سيجلبها NCTPP إلى قطاع التصنيع الصناعي.
عرض التفاصيل